









- 碳素结构钢
- 45号钢热处理
- 电议
- GB/T
- 96T
- 龙拓
- 暂无
- 暂无
销售热线:0512-50356649
15250223733(微信同号)
在线咨询:

45号钢热处理大家应该都很清楚了啦,龙拓金属技术客服本来没必要对45号钢热处理发布解答,但是为了更全面,更细微的服务大众,还是公布45号钢热处理解决方案,欢迎大家品鉴。
45号钢热处理之正火规范:
正火温度850-870℃,郑货后硬度170-217HBW。可改善毛坯(<160HBW)的可加工性。
45号钢热处理之冷压毛坯软化处理规范:
740-760℃*4-6h保温,再以5-10℃/h的冷速降温到≤600℃,出炉空冷。
处理前硬度≤197HBW,处理后硬度≤156HBW。
45号钢热处理球化处理规范:
1)760℃*0.5h保温再以20℃/h的冷速冷却到700射杀丢,再炉冷,得到完全的球化组织。
2)755℃*0.5h保温,再以20℃/h的冷却速度冷却到680℃,在炉冷,也可以得到完全的球化组织。
45号钢热处理之调质处理规范:
1)淬火温度:箱式炉830-850℃,保温1.0-1.2h。
2)淬火温度:盐浴炉820-840℃,保温0.4-0.5h。
盐水或者油冷却,回火温度520-540摄氏度会,保温1-2h。
45号钢热处理之双重淬火规范:
淬火温度(850±10)℃,保温30min,油冷;二次加热,预热温度650℃,预热100min,淬火温度(810±10)℃,保温10-15min,水冷到100-160℃;再入炉回火:(600±10)℃*60-90min,出炉空冷。
45号钢热处理之亚温淬火:
箱式炉770-780℃加热,按照1.2min/mm保温,水冷。在盐浴炉中(780±10)℃加热,按照0.2-0.36min/mm保温,在三硝水溶液(密度为1.4-1.45kg/l)中淬火到200射手低,取出空冷。
45号钢热处理之喷射淬火规范:
箱式炉加热,550℃*1h预热,再加入盐浴炉中加热(830±10)℃*2h,淬入w(NACL)为10%的水溶液中冷却2min,加入(380±10)℃炉中回火4h。
底部硬度为30-33HRC,底平面四周硬度为45-47HRC。
45号钢热处理之碳氮共渗淬火规范:
800℃碳氮共渗4h+淬火+180℃*2h回火。
渗层深度0.5-0.6mm,硬度≥900HV0.1。
45号钢热处理之镀镍+渗硼+淬火+回火规范:
先进性(92±2)℃*60min镀镍;镀后进行350℃*2h空冷处理,在(820±10)℃盐溶炉中加热热头后空冷;在盐浴中加热810℃*4-5min,160-180℃咸浴中淬火,在硝盐中进行320℃*2h回火,热水冲洗,渗层厚度100-110um,硬度1200HV0.1,渗层结构致密。
45号钢热处理之复合强化处理规范:
45号钢方头帽冷镦模内孔符合渗强化工艺如图1所示:
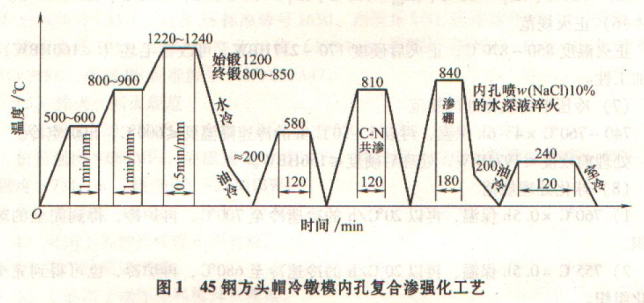
1)锻造和锻热调质处理,铸造比为2-5时候,采用轻-重-轻锻造法,最好用三墩三拔,最后一次祸端成形后用800-850℃预热淬火,接着高温回火。
2)内孔碳氮共渗,模具清晰干燥后,内控图上KCN-1膏体碳氮共渗剂,孔内塞满膏剂,干燥后密封装箱,用旧渗碳剂做填料即可进行810-820℃*2-3h的碳氮共渗,渗层深度为0.65-0.75mm。
3)内孔渗硼,将经过碳氮共渗的45号钢冷镦模内孔抛光到Ra0.8um,清理干净后,涂以膏体渗硼剂,因为内控小将涂料填满,自然干燥后密封装箱,按照840℃*3h身旁,保温后开箱直接对冷镦模内孔喷水溶液冷却。
4)内孔喷水冷却,对内控进行喷水冷却,淬火冷却至200℃后油冷,立即转入240℃硝酸盐槽内回火2h,表面渗硼硬度1600-1900HV,碳氮共渗层硬度62-65HRC。由表向里硬度梯度平缓。
更多有关45号钢热处理相关精彩资讯如下:

![]()
![]()
![]()
![]()
![]()
全国服务热线
0512-87885994
0512-87885997
发表评论